众所周知,注塑机锁模系统的刚性对注塑机是非常重要的。下面以机铰式注塑机与两板式注塑机为例,就注塑机锁模系统刚性对注塑机的加工能力、使用寿命、系统能耗等方面的影响以及如何选用这两种注塑机为大家做一个简要的介绍。
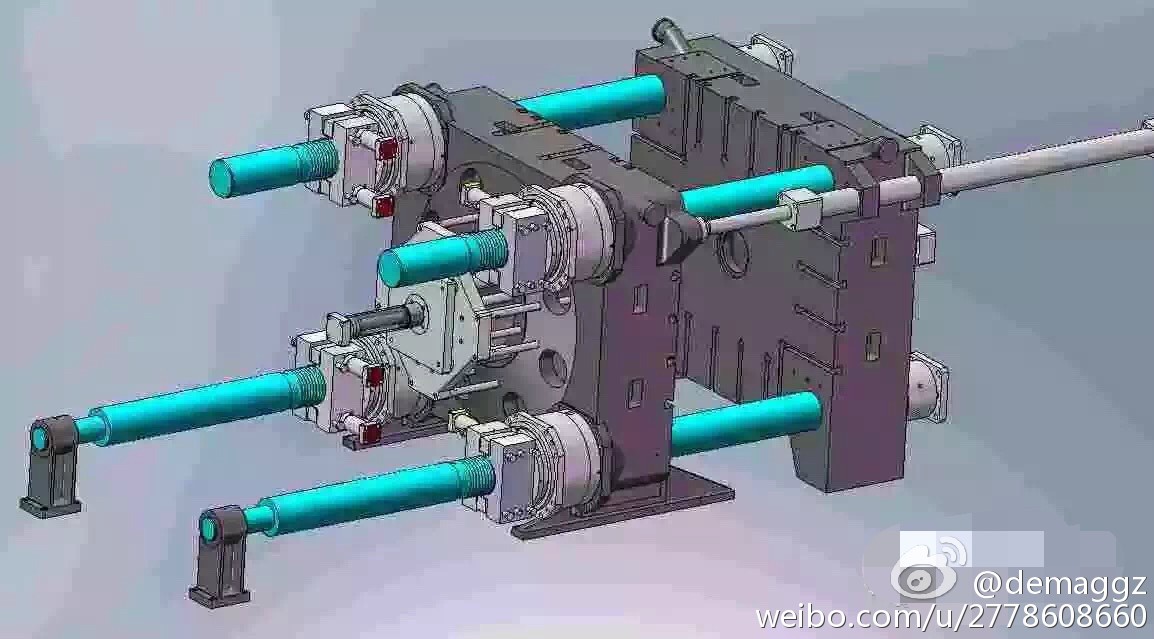
首先来了解一下机铰式注塑机与两板式注塑机(以用表列出两者不同处和相同处):

图一:机铰式注塑机锁模机构结构图
图二:两板式注塑机锁模机构结构图
我们可以通过联接件与被联接件的疲劳校核来类比分析锁模系统中锁模机构刚性与模具刚性对整个注塑机的影响。
一、锁模机构刚性对注塑机的加工能力的影响
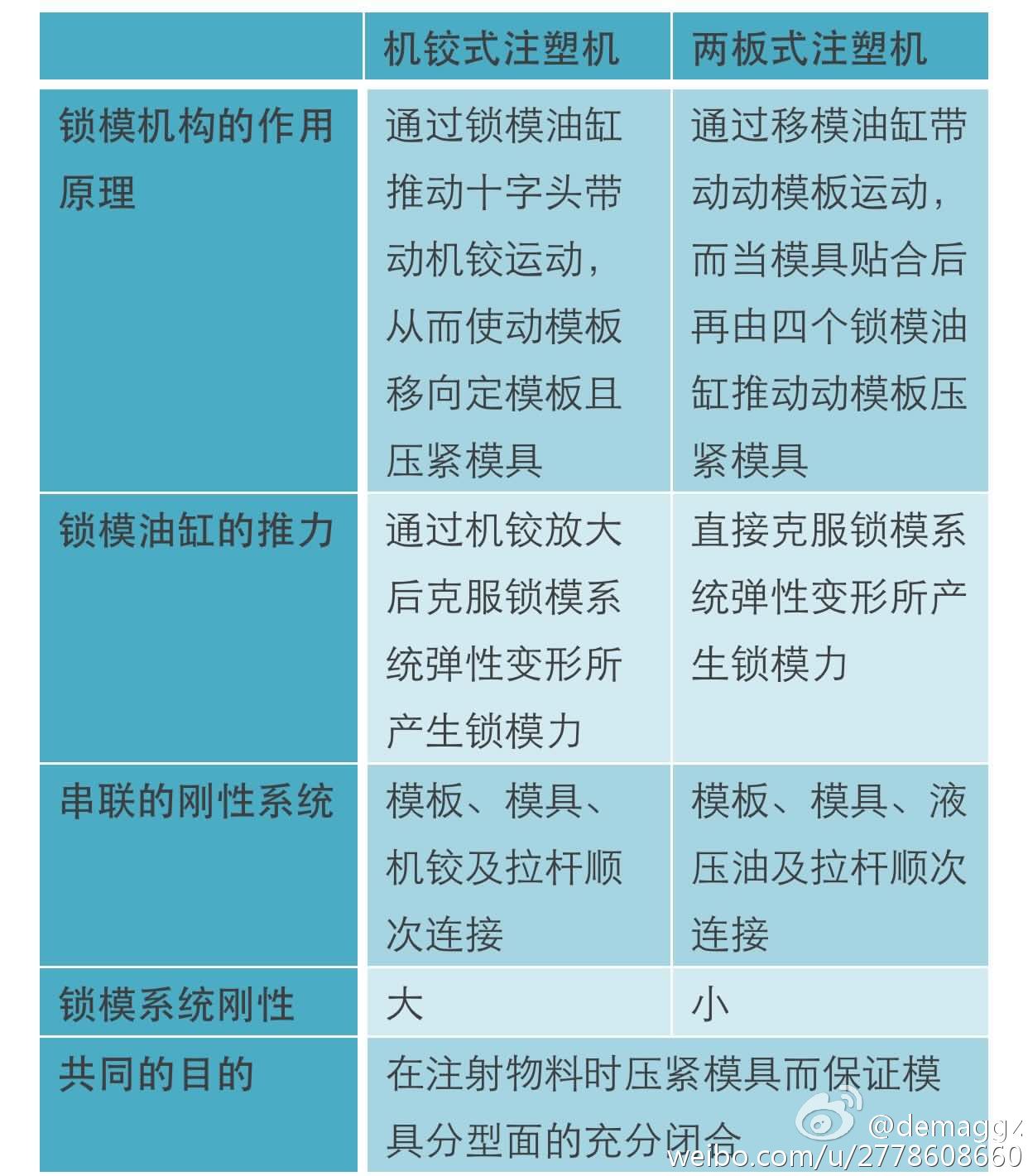
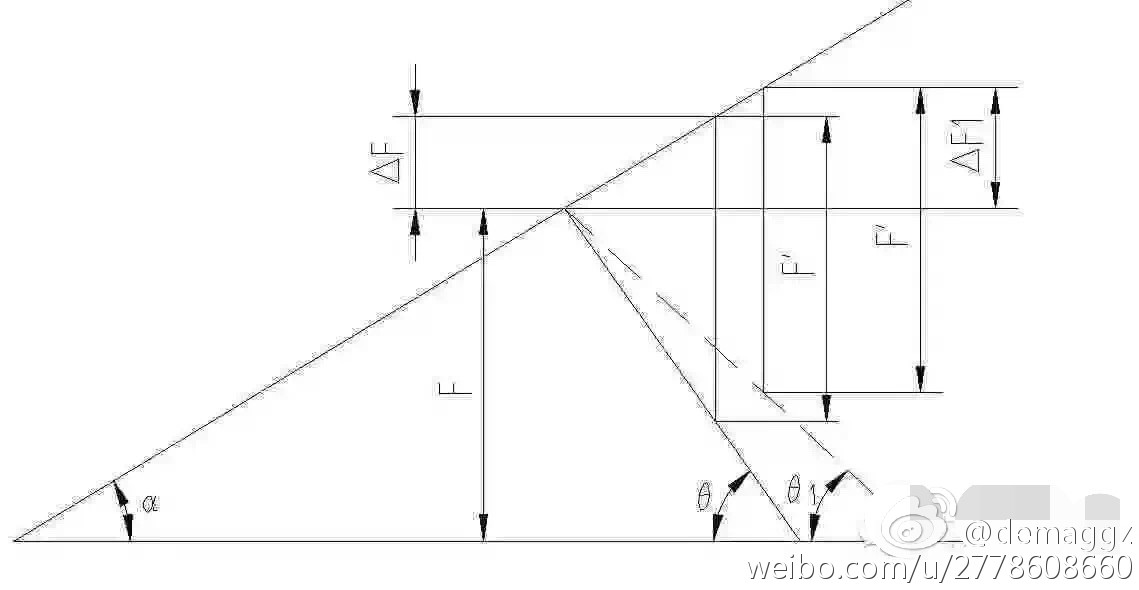
图三
备注:
F代表注塑机的额定锁模力;tgα1代表两板式注塑机锁模机构的刚性;tgα代表机铰式注塑机锁模机构的刚性;tgθ代表模具的刚性;F1’代表两板式注塑机注射时锁模机构所提供的最大锁模力;F’代表机铰式注塑机注射时锁模机构所提供的最大锁模力;
如图三所示:在额定锁模力相同的情况下,不同刚性锁模机构对同一模具所提供的最大锁模力是不相同的。刚性好的锁模机构所能提供的最大锁模力明显高于刚性差的锁模机构所能提供的最大锁模力。
这就意味着刚性好的锁模机构具有更强的加工能力,更好抗过载能力。这也是部分模具在机铰式注塑机上使用没问题,而在相同额定锁模力的两板式注塑机或直压式注塑机上使用时会出现飞边的原因。
二、锁模机构刚性对注塑机及模具的使用寿命的影响
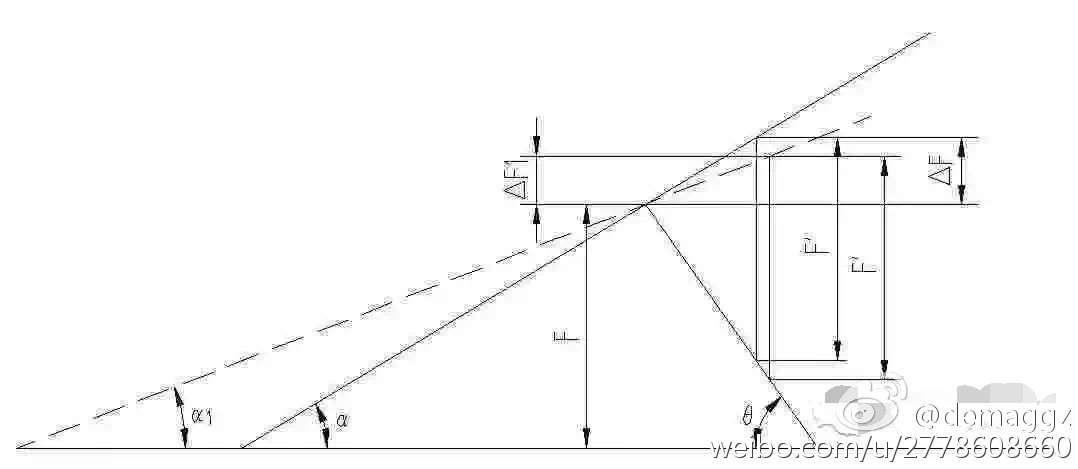
图四
备注:
F代表注塑机的额定锁模力;tgα1代表两板式注塑机锁模机构的刚性;tgα代表机铰式注塑机锁模机构的刚性;tgθ代表模具的刚性;F’代表成型制品时所需的实际锁模力;△F1代表两板式注塑机成型制品时所产生的应力幅;△F代表机铰式注塑机成型制品时所产生的应力幅。
如图四所示:在额定锁模力相同的情况下,成型同一制品刚性小的锁模机构而产生的应力幅也相对较小。从这一角度讲意味着成型同一制品时,刚性小的锁模机构能有更长的使用寿命,同理模具的使用寿命也就更长。
图五
备注:
F代表注塑机的额定锁模力; tgα代表注塑机锁模机构的刚性;tgθ代表模具的刚性;tgθ1代表模具(1)的刚性;F’代表成型制品时所需的实际锁模力;△F代表模具成型制品时所产生的应力幅;△F1代表模具(1)成型制品时所产生的应力幅;
同理:在同一锁模机构中使用刚性好的模具也具有更小的应力幅,机器及模具的使用寿命也就更长。
除此以外刚性好的模具也可有效防止注射时实际锁模力的急剧升高,这也就是有些客户在使用液压式注塑机时发现锁模油缸密封圈经常坏,甚至出现锁模油缸爆管的原因。
这时就需要在怀疑注塑机设计有误的同时也需考虑所使用的模具刚性是否与注塑机相匹配,因为从上图分析可得到当注塑机使用绝对刚性的模具时,其实际锁模力与额定锁模力是相等的。当然绝对刚性的模具是不存在的,这里只是方便大家理解而举出的极限例证而已。
同样也可从同时减少锁模机构的刚性和增强模具的刚性来减小成型时所产生的应力幅,最终达到增长机器及模具使用寿命的目的。
三、锁模机构刚性对系统能耗的影响
由弹性定律可知,系统刚性越好其在加载时系统的变形量也就越小。当零部件变形量发生变化的同时,储存在其中的能量也在变化。由于材料变形所储存的能量是其受力与变形量乘积的一半,所以在同样载荷的锁模系统耗能大小与系统变形量是一个线性的关系。
这也就意味着刚性好的锁模系统拥有更低的系统能耗,这也是普遍说机铰机比两板机或直压机节能的原因。
四、如何选用这两种注塑机
1)通过锁模系统刚性
如果拿两板式注塑机与机铰式注塑机比锁模系统刚性,两板式注塑机肯定是比不过机铰式注塑机的。当然从整机综合性能上分析也并不是锁模系统刚性越强越好,最重要的是注塑机锁模系统刚性要与模具刚性及成型制品时所需的实际锁模力相匹配。
2)对模具刚性的要求
带抱闸结构的两板式注塑机因其独特的合模结构相对于直压式注塑机锁模系统刚性已得到了很大的提高,而且保留了直压式注塑机锁模力精确可控及开合模行程不受限制等优点。特别适用于低压注射、深腔制品及有二次合模的动作的注压注射等等。但不适用于薄璧深腔等实际锁模力比额定锁模力高于很多的制品成型,当然两板式注塑机比机铰式注塑机对适用模具有更高的刚性要求。
3)机铰式注塑机的优缺点
优点:机铰式注塑机因其机铰特性而有更好的开合模动作特性、更高锁模系统刚性及更低的系统能耗,
缺点:存在着锁模力不精确可控、开合模行程受模板尺寸限制及随着机铰磨损合模精度下降等缺点。
总之,两板式注塑机与机铰式注塑机是各有优缺点。客户而应该根据成型制品的需要结合模具的刚性合理选择使用注塑机。
免责声明:本文系网络转载;转自广州博创技术创新中心,艾邦高分子整理;版权归原作者所有。转载仅为分享更多信息,如涉及作品版权问题,请与我们联系,我们将在第一时间删除内容!